Kiến thức
Quy Trình Tôi Chân Không Cho Dao Công Nghiệp Chi Tiết

Trong ngành sản xuất dao công nghiệp, việc nâng cao sự cứng cáp và bền bỉ của sản phẩm là yếu tố quyết định chất lượng, cùng với tuổi thọ. Quy trình tôi chân không (vacuum hardening) đã trở thành phương pháp nhiệt luyện tiên tiến nhất hiện nay, mang lại hiệu quả vượt trội so với các phương pháp tôi truyền thống. Bài viết này sẽ giải thích chi tiết toàn bộ quy trình cùng ứng dụng của công nghệ này trong sản xuất dao cắt chuyên nghiệp.
Tôi chân không là gì?
Tôi chân không là quá trình xử lý nhiệt các kim loại, đặc biệt là thép và hợp kim, trong môi trường chân không hoặc áp suất rất thấp (dưới 1,013 × 10⁵ Pa). Phương pháp này nhằm thay đổi cấu trúc vi mô của vật liệu, cải thiện các tính chất cơ lý như sự cứng cáp, bền bỉ, khả năng chịu mài mòn, cũng như giới hạn mỏi mà không gây ra hiện tượng oxy hóa hay nhiễm bẩn bề mặt.
Khác với các phương pháp tôi truyền thống trong không khí, muối hoặc dầu, tôi chân không thực hiện trong môi trường không khí cực kỳ loãng. Điều này tạo ra sự khác biệt căn bản về chất lượng sản phẩm cuối cùng.
Nguyên lý cơ bản của quá trình này dựa trên việc loại bỏ hoàn toàn oxy và các khí có thể gây oxy hóa khỏi môi trường gia nhiệt. Khi không có sự tiếp xúc với oxy, bề mặt dao sẽ không bị oxy hóa, giữ được vẻ sáng bóng tự nhiên và tính chất kim loại nguyên bản.
Nguyên lý và các giai đoạn chính của quy trình tôi chân không
Giai đoạn 1: Gia nhiệt
Giai đoạn gia nhiệt trong lò chân không diễn ra qua hai cơ chế truyền nhiệt chính: đối lưu và bức xạ. Trong phạm vi ngưỡng nhiệt thấp (dưới 850°C), quá trình nung nóng diễn ra chủ yếu nhờ sự đối lưu, giúp cho sự đồng đều về nhiệt trên dao được gia nhiệt đạt được nhanh chóng.
Ở vùng mức nhiệt cao (từ 850°C đến nhiệt độ tôi), quá trình truyền nhiệt chủ yếu là nhờ sự bức xạ. Khả năng truyền nhiệt bức xạ tỷ lệ thuận với lũy thừa bậc bốn của nhiệt độ tuyệt đối, tạo ra sự gia nhiệt đều, có thể kiểm soát được.
Nhiệt độ gia nhiệt được xác định dựa vào loại thép và yêu cầu kỹ thuật cụ thể. Đối với thép tốc độ cao (HSS), mức nhiệt thường dao động từ 1220-1240°C, trong khi thép hợp kim như D2 thường được gia nhiệt ở khoảng 1000-1020°C, còn thép H13 ở mức 1000-1050°C.
Giai đoạn 2: Giữ nhiệt
Trong giai đoạn giữ nhiệt, dao được duy trì ở nhiệt độ tôi trong khoảng thời gian nhất định để quá trình austenit hóa xảy ra hoàn toàn và đồng đều. Thời gian giữ nhiệt được tính theo công thức thực nghiệm: τ = K×B + T, trong đó τ là thời gian giữ nhiệt (phút), K là hệ số thời gian giữ (phút/mm), B là bề dày hiệu dụng của dao (mm), và T là biên độ thời gian cố định (phút).
Đối với thép công cụ hợp kim cao, hệ số K thường là 0,48 phút/mm với biên độ thời gian 20-40 phút. Thép tốc độ cao có hệ số K là 0,33 phút/mm và biên độ thời gian 15-25 phút. Việc kiểm soát chính xác thời gian này đảm bảo cacbua hòa tan hoàn toàn, tăng hàm lượng hợp kim trong austenit, đồng thời đảm bảo tính cứng tối ưu.
Ưu điểm quan trọng của giai đoạn này trong môi trường chân không là sự kiểm soát chính xác nhiệt độ thực tế nhờ các cảm biến nhiệt độ đặt trực tiếp trên dao. Điều này đảm bảo nhiệt độ lõi dao đạt yêu cầu và quá trình biến đổi pha diễn ra đồng đều.
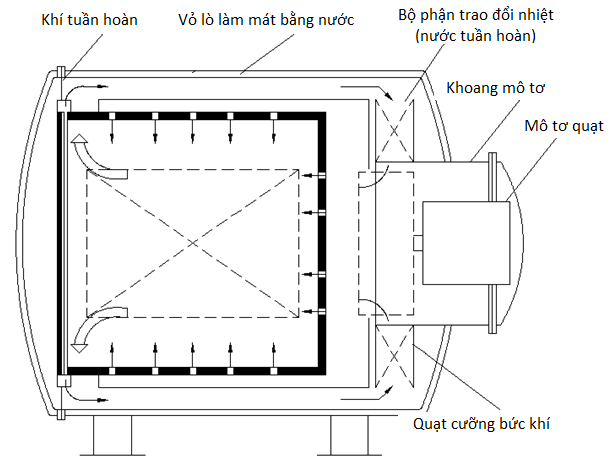
Giai đoạn 3: Làm mát
Giai đoạn làm mát là khâu quyết định chất lượng cuối cùng của dao. Quá trình này phải đáp ứng các yêu cầu: đảm bảo độ cứng mong muốn, tốc độ làm mát phù hợp để tạo cấu trúc martensit, làm mát đồng đều trên toàn bộ sản phẩm, và hạn chế sự chênh lệch nhiệt độ giữa bề mặt và lõi dao.
Trong lò chân không, có thể sử dụng nhiều phương pháp làm mát khác nhau. Làm mát bằng khí trơ (nitrogen, argon, helium) với áp suất từ 0,2 MPa đến trên 1 MPa là phương pháp phổ biến nhất. Áp suất thấp 0,2 MPa phù hợp với thép tốc độ cao không yêu cầu tốc độ làm mát cao, trong khi áp suất cao trên 1 MPa dành cho tất cả loại thép dao và khuôn lớn.
Hướng dòng khí làm mát có thể được lập trình theo nhiều hướng: từ trên xuống, từ dưới lên, từ trái qua phải hoặc kết hợp các hướng. Việc thay đổi hướng làm mát được thực hiện trong khoảng thời gian được chọn trước, tùy thuộc vào hình dáng dao để đạt hiệu quả tối ưu.
Ưu điểm và đặc tính của phương pháp tôi chân không
Phương pháp tôi chân không mang lại nhiều ưu điểm vượt trội so với các phương pháp tôi truyền thống. Bề mặt dao sau khi tôi chân không hoàn toàn sạch, sáng bóng và không bị oxy hóa hay mất màu. Điều này loại bỏ hoàn toàn nhu cầu gia công bề mặt sau nhiệt luyện, tiết kiệm thời gian và chi phí đáng kể.
Sự biến dạng sau tôi được giảm thiểu đáng kể nhờ tốc độ gia nhiệt cũng như làm mát được kiểm soát chính xác. Sự chênh lệch nhiệt độ giữa bề mặt và tâm dao nhỏ hơn nhiều so với tôi trong không khí, giảm ứng suất nhiệt và biến dạng. Điều này đặc biệt quan trọng với dao có hình dạng phức tạp hoặc kích thước lớn.
Chất lượng nhiệt luyện đạt được đồng đều cao. Nhiệt độ được phân phối đều trong lò chân không, đảm bảo tất cả các dao trong cùng một mẻ đạt cùng tính chất cơ học. Độ cứng đạt được thường cao hơn và ổn định hơn so với các phương pháp khác.
Tuổi thọ dao được gia tăng đáng kể, thường dài hơn từ 2,5 đến 7,5 lần so với dao được tôi bằng phương pháp truyền thống. Điều này mang lại hiệu quả kinh tế cao cho doanh nghiệp sử dụng.

Các loại vật liệu thép phù hợp để tôi chân không
Thép carbon thấp và thép hợp kim thấp là những vật liệu phổ biến nhất được ứng dụng tôi chân không. Các loại thép này phù hợp để sản xuất dao cắt giấy, dao cắt nylon, nhựa với tính cứng vừa phải nhưng tính dẻo dai cao.
Thép hợp kim trung bình và cao như thép D2, H13, Cr12MoV được sử dụng rộng rãi trong tôi chân không. Thép D2 với tính cứng cao và khả năng chống mài mòn tốt, phù hợp cho dao cắt kim loại và dao cắt sắt. Các ứng dụng thép skd11 cũng tương tự vì đây là mác thép của Nhật có tính chất tương đương D2. Thép H13 có khả năng chống nứt nhiệt tốt, thích hợp cho dao làm việc ở môi trường nhiệt cao.
Nếu bạn đang tìm hiểu thép gió là gì, thì đây chính là tên gọi khác của thép tốc độ cao (HSS). Các loại như M2, M35, M42 đạt hiệu quả tối ưu khi được tôi chân không. Những loại thép này sau tôi chân không có thể đạt mức cứng 62-66 HRC và duy trì khả năng sắc bén lâu dài, phù hợp cho dao ngành gỗ, dao tròn xẻ rãnh.
Ngoài thép, một số kim loại khác như titan, nhôm hợp kim và molybden cũng có thể được tôi chân không, mở rộng ứng dụng của phương pháp này trong nhiều lĩnh vực công nghiệp.
Ứng dụng của tôi chân không trong sản xuất dao công nghiệp
Dao cắt giấy và dao cắt nylon, nhựa
Các loại dao cắt giấy công nghiệp yêu cầu độ sắc bén cao và khả năng duy trì lưỡi cắt trong thời gian dài. Tôi chân không giúp đạt được độ cứng bề mặt cao (58-62 HRC) với lõi dao vẫn giữ được sự dẻo dai. Bề mặt dao không bị oxy hóa nên duy trì bề mặt nhẵn bóng, giảm ma sát khi cắt, đồng thời tăng tuổi thọ.
Đối với dao cắt nylon và nhựa, tôi chân không đặc biệt hiệu quả vì loại bỏ được lớp oxy hóa có thể gây ra hiện tượng “dính” vật liệu nhựa vào lưỡi dao. Bề mặt dao sau tôi chân không có tính chống dính tốt hơn, giảm tần suất làm sạch dao và tăng năng suất cắt.
Nhiệt độ tôi thường được kiểm soát ở mức 820-860°C với thời gian giữ nhiệt 2-3 giờ. Làm mát bằng khí nitrogen ở áp suất 0,3-0,5 MPa đảm bảo đạt cấu trúc martensit đồng đều mà không gây biến dạng.
Dao cắt sắt và dao cắt kim loại
Dao cắt kim loại đòi hỏi độ cứng cao (60-65 HRC) và khả năng chịu mài mòn tốt. Quy trình tôi chân không cho loại dao này thường sử dụng mức nhiệt 1000-1050°C tùy theo thành phần hợp kim của thép. Yếu tố này cũng ảnh hưởng trực tiếp đến giá dao cắt kim loại thành phẩm.
Việc sử dụng thép tốc độ cao M2 hoặc M35 kết hợp với tôi chân không cho phép dao duy trì được sự cứng cáp ngay cả ở nhiệt độ làm việc cao (600-650°C). Điều này rất quan trọng khi cắt thép cứng hoặc cắt với tốc độ cao.
Ưu điểm đặc biệt của dao cắt sắt công nghiệp sau tôi chân không là khả năng chống mài mòn và chống nứt vỡ tăng đáng kể. Tuổi thọ dao có thể tăng từ 3-5 lần so với dao tôi thông thường, giảm chi phí thay dao và thời gian ngừng máy.

Dao ngành gỗ và dao tròn xẻ rãnh
Các loại dao ngành gỗ như dao phay gỗ, dao tiện gỗ yêu cầu độ sắc bén cao và khả năng giữ lưỡi cắt lâu dài. Tôi chân không đặc biệt phù hợp cho những ứng dụng này vì có thể đạt được độ cứng 60-64 HRC với mức biến dạng tối thiểu.
Dao tròn xẻ rãnh thường có đường kính lớn (250-600mm) và bề dày đáng kể. Tôi chân không với khả năng làm mát đồng đều giúp tránh được hiện tượng cong vênh thường gặp khi tôi bằng phương pháp truyền thống. Đây là lợi thế quan trọng trong sản xuất dao có kích thước lớn.
Quy trình tôi phân cấp thường được áp dụng cho dao ngành gỗ để giảm ứng suất bên trong. Dao được giữ ở nhiệt độ trung gian (400-500°C) trong 1-3 phút cho mỗi 10mm bề dày trước khi làm mát hoàn toàn, đảm bảo cấu trúc martensit đồng đều và giảm thiểu biến dạng.
Tại sao nên chọn dịch vụ tôi chân không của Trạm Cơ Khí?
Trạm Cơ Khí đầu tư hệ thống lò tôi chân không hiện đại với công nghệ tiên tiến từ các nhà sản xuất hàng đầu. Thiết bị được trang bị hệ thống kiểm soát mức nhiệt chính xác ±3°C và độ chân không đạt 10⁻³ Pa, đảm bảo chất lượng nhiệt luyện ổn định và đồng đều.
Đội ngũ kỹ thuật viên của chúng tôi có kinh nghiệm hơn 15 năm trong lĩnh vực nhiệt luyện chân không. Họ hiểu rõ đặc tính của từng loại thép và có khả năng tối ưu hóa quy trình cho từng sản phẩm cụ thể. Điều này đảm bảo dao của quý khách đạt được tính chất cơ học tối ưu nhất.
Chúng tôi cung cấp dịch vụ tôi chân không cho nhiều loại dao công nghiệp từ dao cắt giấy nhỏ đến dao tròn xẻ rãnh có đường kính 800mm. Khả năng xử lý đa dạng kích thước và hình dạng giúp quý khách tiết kiệm thời gian và chi phí logistics.
Quy trình kiểm tra chất lượng nghiêm ngặt với máy đo độ cứng Rockwell và thiết bị kiểm tra cấu trúc kim tương đảm bảo 100% sản phẩm đạt yêu cầu kỹ thuật. Bên cạnh dịch vụ tôi dao, chúng tôi còn cung cấp đa dạng sản phẩm cơ khí và luôn có chính sách giá máy đục lỗ cạnh tranh cho khách hàng. Chúng tôi cam kết bồi thường nếu sản phẩm không đạt được sự cứng cáp cam kết.
Các câu hỏi thường gặp về quy trình tôi chân không
Tôi chân không có ưu điểm gì so với các phương pháp khác?
Phương pháp tôi chân không sở hữu nhiều ưu điểm vượt trội so với các kỹ thuật truyền thống. Dưới đây là những lợi ích chính:
Bề mặt hoàn hảo: Sản phẩm sau khi tôi hoàn toàn sạch, sáng bóng, không bị oxy hóa hay đổi màu, giúp loại bỏ công đoạn gia công lại.
Giảm thiểu biến dạng: Mức độ biến dạng giảm tới 70-80% nhờ khả năng kiểm soát chính xác tốc độ gia nhiệt và làm mát.
Tăng tuổi thọ: Dao được tôi chân không có tuổi thọ cao hơn từ 2,5 đến 7,5 lần, mang lại hiệu quả kinh tế vượt trội.
Nhiệt độ được sử dụng trong quá trình tôi chân không là bao nhiêu?
Mức nhiệt sử dụng trong quá trình tôi chân không phụ thuộc vào loại vật liệu và yêu cầu kỹ thuật, cụ thể như sau:
Thép carbon và hợp kim thấp: 820-860°C.
Thép công cụ hợp kim (D2, H13): 1000-1050°C.
Thép tốc độ cao (M2): 1220-1240°C.
Toàn bộ quá trình được kiểm soát chính xác bằng cảm biến nhiệt đặt trực tiếp trên dao, đảm bảo sai số không quá ±3°C.
Có giới hạn nào đối với phương pháp tôi chân không không?
Dù có nhiều ưu điểm, phương pháp tôi chân không cũng có một số giới hạn nhất định. Các hạn chế chính bao gồm:
Chi phí cao: Chi phí đầu tư thiết bị và vận hành cao hơn từ 2-3 lần so với phương pháp truyền thống.
Thời gian xử lý dài: Quá trình đòi hỏi nhiều thời gian hơn để tạo môi trường chân không và kiểm soát nhiệt độ chính xác.
Giới hạn kích thước: Kích thước của lò tôi sẽ hạn chế khả năng xử lý các sản phẩm quá lớn.
Không phù hợp với mọi loại thép: Một số loại thép có tốc độ nguội tới hạn lớn không tương thích với phương pháp làm mát bằng khí.
Với kinh nghiệm là xưởng sản xuất máy công nghiệp hàng đầu tại TPHCM, Trạm Cơ Khí tự hào mang đến những giải pháp dao cụ chất lượng cao được nhiệt luyện bằng công nghệ tôi chân không tiên tiến. Chúng tôi không chỉ cung cấp sản phẩm, mà còn là đối tác tin cậy, sẵn sàng tư vấn và tùy chỉnh quy trình nhiệt luyện để đáp ứng hoàn hảo nhu cầu sản xuất của Quý doanh nghiệp. Liên hệ ngay với chúng tôi để nhận được sự hỗ trợ chuyên sâu nhất về dịch vụ tôi chân không cho dao công nghiệp.
